简体中文
简体中文
UUTISET
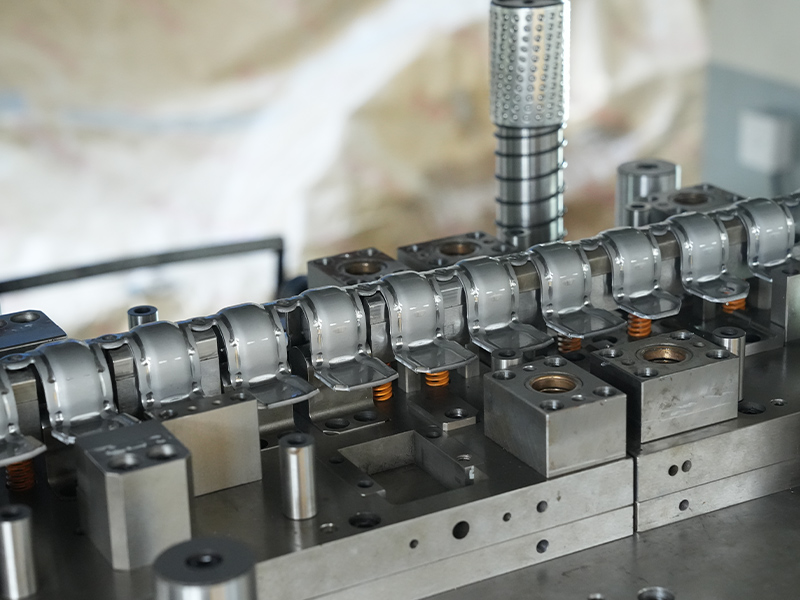
Kotiin / Uutiset / Teollisuusuutiset / Korkean tarkkuuden leimattujen rautamagneettiventtiilien koteloiden valmistusprosessit

Ruostumattomasta teräksestä valmistettu metalliherkkomme on korkean suorituskyvyn komponentti, joka on suunniteltu vastaamaan vaadittaviin vaatimuksiin teollisuudenaloille, jotka tarvitsevat tarkku...
Katso yksityiskohdat
Korkean lämpötilan kestävä ruostumattomasta teräksestä valmistettu auto tiiviste on suunniteltu suorituskykyyn autosovelluksissa, jotka vaativat kestävyyttä lämpö- ja paine-olosuhteissa. Premium-lu...
Katso yksityiskohdat
Kulutuskestävä ja korkeapaine ruostumattomasta teräksestä valmistettu välilevy on suunniteltu kestämään olosuhteet ja tarjoamaan poikkeuksellisen suorituskyvyn useissa teollisuussovelluksissa. Prem...
Katso yksityiskohdat
Kulutuskestävä ruostumattomasta teräksestä valmistettu kiinnike on suunniteltu korkean suorituskyvyn sovelluksiin, joissa kestävyys ja lujuus ovat ensiarvoisen tärkeitä. Valmistettu premium-ruostum...
Katso yksityiskohdat
Korkean paineenkestävä ruostumattomasta teräksestä valmistettu kiinnike on vankka, kestävä ja luotettava ratkaisu laitteiden kiinnittämiseen vaativissa ympäristöissä, joissa paine ja rakenteellinen...
Katso yksityiskohdat
Mustat muokattavat rautaholkit ovat kestäviä, korkealaatuisia komponentteja, jotka on suunniteltu erilaisiin teollisuussovelluksiin, jotka tarjoavat poikkeuksellisen lujuuden, kulumiskestävyyden ja...
Katso yksityiskohdat
Raudan tiivisteemme on korkean suorituskyvyn tiivistysliuos, joka on suunniteltu tarjoamaan kestävä ja luotettava suorituskyky monissa teollisuussovelluksissa. Korkealaatuisista rautamateriaaleista...
Katso yksityiskohdat
Raudan kiinnityskiinnike on vankka, monipuolinen ja erittäin kestävä tukiratkaisu, joka on suunniteltu monenlaisille teollisuus- ja kaupallisille sovelluksille. Premium-luokan raudasta rakennettu t...
Katso yksityiskohdat
Autoteollisuuden teräslaippa on suunniteltu tarkkuuden, kestävyyden ja poikkeuksellisen suorituskyvyn saamiseksi erilaisissa autosovelluksissa. Nämä laipat on valmistettu korkealaatuisesta hiiliter...
Katso yksityiskohdat
Uuden energian latauspaalun pistoketta varten leimattu alumiinituulettimen lämpölevy on avainkomponentti, joka on valmistettu alumiiniseoksesta leimaustekniikan avulla, jota käytetään laajasti uusi...
Katso yksityiskohdat
Fosforin pronssiliittimet ovat tarkkuussuunniteltuja sähkökomponentteja, jotka on valmistettu kupariseoksesta, jossa yhdistyvät kupari, tina ja fosfori. Tämä erikoistunut materiaali tarjoaa ainutla...
Katso yksityiskohdat
Leimattu kuparipohjainen uusi energialatauspaalupistoke on korkean suorituskyvyn liitin, joka on erityisesti suunniteltu uusille energian sähköajoneuvojen latausasemille. Valmistettu korkealaatuise...
Katso yksityiskohdatyhteystiedot
Address: No.6 Qiashang North Road, Caoqiao Industrial Park, Xueyan Town, Wujin District, Changzhou City, Jiangsun maakunta
TEL: 86-15050692548
Jos olet kiinnostunut tuotteistamme, ota yhteyttä meihin