 简体中文
简体中文


Laitteistojen leimausosat ovat nykyaikaisen valmistuksen ytimessä. Nämä pienet tarkkuuskomponentit pitävät monimutkaiset kokoonpanot toiminnassa luotettavasti auton oven sisällä olevasta kannattimesta teollisuusreleen terminaaliin – usein loppukäyttäjän huomaamatta niitä. Vuodesta 2010 lähtien metallileimausosia valmistavana valmistajana haluamme antaa sinulle selkeän, käytännöllisen kuvan siitä, mitä laitteiston leimausosat todellisuudessa ovat, miten ne valmistetaan ja mitä kannattaa ottaa huomioon hankittaessa.
Mitä ovat laitteiston leimausosat?
Laitteen leimausosat ovat metalliosia, jotka on valmistettu puristamalla, lävistämällä, taivuttamalla tai vetämällä metallilevyä muotin läpi mekaanisella tai hydraulisella puristimella. Prosessi tunnetaan metallin leimaamisena tai puristusmuovauksena. Toisin kuin koneistuksessa, jossa materiaali poistetaan muodon luomiseksi, leimaaminen on muovausprosessi – materiaali muotoillaan uudelleen leikkaamatta sitä pois, mikä vähentää dramaattisesti hukkaa ja kustannuksia mittakaavassa.
Termi "laitteiston leimausosat" kattaa erittäin laajan valikoiman komponentteja. Lyhyt edustajaluettelo sisältää:
- Kiinnikkeet, pidikkeet ja kiinnityslevyt, joita käytetään autojen korikokoonpanoissa
- Kulutuselektroniikan sähköliittimet, liittimet ja suojakannet
- Kirurgisten instrumenttien kotelot ja implanttien viereiset komponentit lääketieteellisissä laitteissa
- Kotelot, jäähdytyslevyt ja rakennerungot teollisuuskoneissa
- Saranat, kiinnikkeet, jouset ja aluslevyt rauta- ja rakennustuotteissa
Kaikille näille komponenteille yhteistä on vaatimus tiukasta mittojen yhtenäisyydestä, pinnan eheydestä ja kyvystä tuottaa suuria määriä toistettavalla laatutasolla.
Perusleimausprosessit selitetty
Perustoimintojen ymmärtäminen auttaa sinua kommunikoimaan tehokkaammin toimittajasi kanssa ja arvioimaan tarjouksia tarkemmin. Useimmat laitteiston leimausosat valmistetaan yhdellä tai useammalla seuraavista toimenpiteistä:
Tyhjennys ja lävistys
Rei'itys pakottaa metallilevyn muotin läpi erottamaan tasaisen muodon (tyhjennys) tai luomaan reiän (rei'itys). Nämä ovat tyypillisesti ensimmäisiä toimintoja monivaiheisessa prosessissa. Mittatarkkuus määrittää tässä, pysyykö jokainen alavirran toiminto toleranssissa.
Taivutus ja muotoilu
Taivutus käyttää voimaa suoraa akselia pitkin kulmapiirteiden luomiseksi. Muotoilu on laajempi termi kaikille toiminnoille, jotka muuttavat arkin ääriviivaa materiaalia poistamatta – mukaan lukien kohokuviointi, kohokuviointi ja kihartaminen. Springback (metallin taipumus palata osittain kohti alkuperäistä muotoaan muodostamisen jälkeen) on yksi yleisimmistä mittavirheiden lähteistä; kokeneet työkaluvalmistajat ovat ottaneet tämän huomioon meistisuunnittelussa alusta alkaen.
Syvä piirustus
Syväpiirustus vetää litteän aihion muottipesään luoden onton, kolmiulotteisen muodon – kupit, tölkit, kotelot ja kotelot ovat tyypillisiä tulosteita. Syvyys-halkaisija-suhde (tunnetaan vetosuhteena) määrittää, voidaanko osa muodostaa yhdellä vedolla vai vaatiiko se useita pienennysvaiheita. Useimmat materiaalit mahdollistavat noin 1,5 - 2,0 vetosuhteen vaihetta kohden ilman halkeilua.
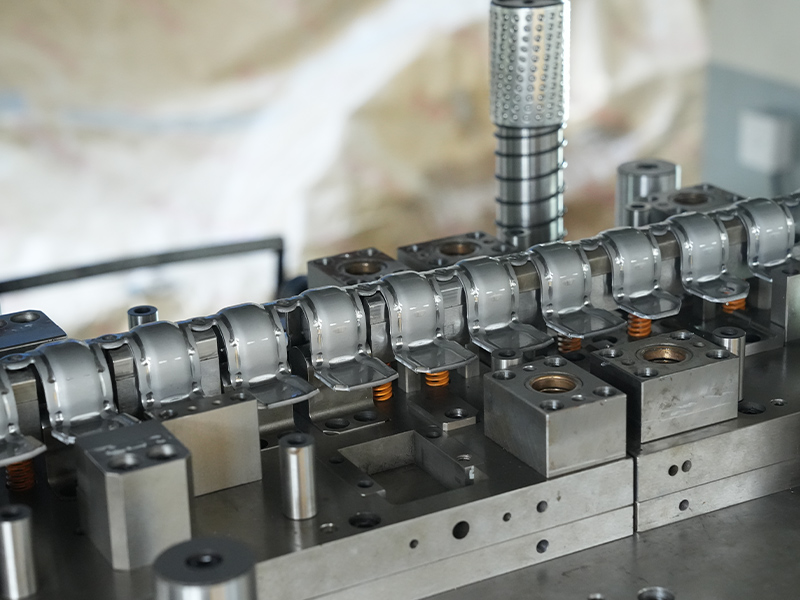
Progressiivinen stanssaus
Progressiivinen stanssaus suorittaa useita operaatioita - tyhjennyksen, lävistyksen, taivutuksen, muotoilun - peräkkäisillä asemilla yhden meistisarjan sisällä. Metallikela syöttää läpi automaattisesti ja etenee yhden askeleen per painallus. Progressiiviset meistit ovat vakiovalinta suurikokoisille laitteiston leimausosille koska ne yhdistävät useita toimintoja yhdeksi sykliksi, mikä vähentää käsittelyaikaa ja kappalekohtaisia kustannuksia. Syklinopeudet 100-400 lyöntiä minuutissa ovat yleisiä.
Siirtoleimaus
Kun osa on liian suuri tai monimutkainen pysyäkseen kytkettynä kantonauhaan koko prosessin ajan, se erotetaan aikaisin ja siirretään mekaanisesti asemien välillä. Siirtomuotteja suositellaan suuremmille rakenneosille, kuten autojen koripaneeleille, joissa aihiot on sijoitettava uudelleen tai käännettävä toimintojen välillä.
Materiaalin valinta: Metallin sovittaminen käyttökohteeseen
Materiaalin valinta on yksi leimausprojektin merkittävimmistä päätöksistä. Väärä materiaali voi tarkoittaa työkalun kulumista, huonoa muovattavuutta, riittämättömiä mekaanisia ominaisuuksia tai tarpeettomia kustannuksia. Alla on käytännön vertailu yleisimmistä laitteiston leimausosissa käytetyistä materiaaleista:
| Materiaali | Tärkeimmät ominaisuudet | Tyypilliset sovellukset | Pohdintoja |
|---|---|---|---|
| Hiiliteräs (SPCC / DC01) | Suuri lujuus, alhaiset kustannukset, hyvä muovattavuus | Rakennekiinnikkeet, koneiden rungot, kotelot | Vaatii pinnoituksen tai pinnoituksen korroosionkestämiseksi |
| Ruostumaton teräs (304/316) | Erinomainen korroosionkestävyys, korkea kovuus työstön jälkeen | Lääketieteelliset laitteet, elintarvikelaitteet, merilaitteet | Työkalujen suurempi kuluminen; takaisinjousto on kompensoitava huolellisesti |
| Alumiini (1xxx / 5xxx / 6xxx) | Kevyt, korroosionkestävä, hyvä lämmönjohtavuus | Autojen kevyet painot, elektroniset jäähdytyslevyt, ilmailu | Alempi lujuus kuin teräs; metalliseoksen valinta on kriittinen |
| Kupari / kuparilejeeringit | Ylivoimainen sähkön- ja lämmönjohtavuus, sitkeä | Sähköliittimet, liittimet, virtakiskot | Korkeammat materiaalikustannukset; varastoinnissa tarvittava hapettumisen hallinta |
| Sinkki / sinkkilejeeringit | Hyvä muovattavuus, luonnollinen korroosionesto, alhaiset kustannukset | Koristetarvikkeet, autojen sisustus, kulutustavarat | Alempi mekaaninen lujuus kuin teräs; ei sovellu kantaville osille |
Työskentelemme Dingjialla kaikkien rauta- ja ei-rautapitoisten materiaalien parissa. Meidän laitteiston leimausosien tuotevalikoima kattaa ruostumattoman teräksen, hiiliteräksen, alumiinin, kuparin, kuparipohjaisen pinnoitetun ja sinkkiseosleimaamisen, mikä antaa asiakkaille yhden lähteen vaihtoehdon materiaalitarpeesta riippumatta.
Toleranssit ja mittastandardit, jotka sinun tulee tietää
Toleranssivaatimuksilla on suora vaikutus työkalukustannuksiin, sykliaikaan ja romun määrään. Ennen tarjouksen pyytämistä kannattaa ymmärtää, mikä on saavutettavissa ja mitkä ajurit maksavat.
- Tavalliset kaupalliset toleranssit leimattujen metallilevyosien osalta tyypillisesti ±0,1 mm - ±0,3 mm lineaarisilla mitoilla riippuen materiaalin paksuudesta ja ominaisuuksien monimutkaisuudesta.
- Tarkka progressiivinen stanssaus kestää ±0,02 mm - ±0,05 mm rei'itetyissä rei'issä ja peitetyissä reunoissa asianmukaisella muotin välyksen hallinnan ja säännöllisen muotin huollon avulla.
- Taivutuskulmatoleransseja noudatetaan yleensä ±1° standardiolosuhteissa ja ±0,5° tarkkuussovelluksissa.
- Tasaisuus- ja kohtisuoraisuusvaatimukset, erityisesti automatisoidussa kokoonpanossa käytettäville osille, tulee ilmaista selkeästi piirustuksessa oletuksen sijaan.
Tiukempien toleranssien määrittäminen kuin sovellus todella tarvitsee on yksi yleisimmistä tavoista, joilla ostajat vahingossa lisäävät osakustannuksia. Jos suunnittelutiimisi on epävarma, DFM (Design for Manufacturability) -tarkastus toimittajan kanssa ennen työkalujen allekirjoittamista voi estää kalliit muutokset myöhemmin.
Pinnan viimeistelyvaihtoehdot laitteiston leimausosille
Raakaleimatut metallipinnat ovat harvoin laitteisto-osan lopullinen tila. Pintakäsittelyllä on kolme päätarkoitusta: korroosiosuojaus, esteettinen parantaminen ja toiminnallinen muutos (kuten kovuuden lisääminen tai sähkökontaktin parantaminen). Yleisimmät viimeistelyvaihtoehdot ovat:
- Galvanointi – Levittää ohuen metallikerroksen (sinkki, nikkeli, kromi, tina, kulta) osan pinnalle korroosiosuojauksen ja ulkonäön takaamiseksi. Paksuus on tyypillisesti 5-25 µm.
- Jauhemaalaus – Polymeerijauheen sähköstaattinen levitys, sitten kovetettu uunissa. Tarjoaa kestävän, tasaisen 60–100 µm paksuisen pinnoitteen. Yleistä hiiliteräsrakenneosissa.
- Anodisointi – Sähkökemiallinen prosessi yksinomaan alumiinille, joka kasvattaa tiheän, kiinteän oksidikerroksen. Tyypin II anodisointi antaa 5–25 µm; Tyyppi III (kova anodisointi) antaa 25–150 µm huomattavasti korkeammalla kovuudella.
- Passivointi – Ruostumattoman teräksen kemiallinen käsittely, joka poistaa pinnasta vapaan raudan ja maksimoi materiaalin luontaisen korroosionkestävyyden. Yleisesti määritelty lääketieteellisille ja elintarvikekäyttöisille osille.
- Fosfatoiva maali – Yleinen kaksivaiheinen prosessi teräksisille autonosille: rauta- tai sinkkifosfaattikonversiopinnoite varmistaa tarttuvuuden ja korroosionkestävyyden pohjana myöhempään maalaukseen.
- Kiillotus / purseenpoisto – Värinä- tai piippuviimeistely poistaa purseet ja terävät reunat rei'itetyistä osista – välttämättömiä osille, jotka koskettavat käsiä, kaapeleita tai tiivisteosia.
Oikea viimeistelyvalinta riippuu käyttöympäristöstä, säädösvaatimuksista (RoHS-yhteensopivuus vaaditaan usein elektroniikkaosilta) ja kokoonpanoprosessistasi. Kerro toimittajallesi loppukäyttöolosuhteet hyvissä ajoin – se vaikuttaa materiaalien valintaan yhtä paljon kuin viimeistelyyn.
Keskeiset toimialat ja mitä ne vaativat leimatuilta osilta
Laitteiston leimausosat eivät ole yleishyödykkeitä. Jokaisella toimialalla on tietty joukko teknisiä ja lainsäädännöllisiä vaatimuksia, jotka valmistajan on ymmärrettävä ennen ensimmäisen muotin leikkaamista.
Autoteollisuus
Autoteollisuus stamping parts must meet tight dimensional tolerances because they are integrated into automated assembly lines where even a 0.2 mm deviation can cause fit failures. IATF 16949 laatujärjestelmän sertifiointi on käytännössä pakollinen tason 1 ja tason 2 autotoimittajille. Materiaalin jäljitettävyys, PPAP (Production Part Approval Process) -dokumentaatio ja toiminnallisen kestävyyden testaus ovat vakiovaatimuksia. Meidän autojen teräsleimausosat valmistetaan IATF 16949 -sertifioidun laadunvalvonnan alaisena.
Elektroniikka ja sähkö
Elektroniikan liittimet, liittimet, suojukset ja kosketinjouset vaativat tasaisen kosketusvoiman, tarkan geometrian ja luotettavan pinnoitteen tarttuvuuden. Kuparin ja kupariseoksen leimausosat hallitsevat tätä segmenttiä sähkönjohtavuutensa vuoksi. Kuparin tina- tai kultapinnoitus on standardi korroosiota koskeville pinnoille. Mikroleimaustoleranssit ±0,01–0,05 mm ovat yleisiä liitinsovelluksissa.
Lääketieteelliset laitteet
Lääketieteelliset leimausosat vaativat biologista yhteensopivuutta, kestävyyttä toistuville sterilointisykleille ja materiaalierien täydellistä jäljitettävyyttä. 316L ruostumatonta terästä on yleisimmin määritelty materiaali erinomaisen korroosionkestävyyden vuoksi suola- ja kemiallisissa ympäristöissä. ISO 13485 -laatusertifikaatti on lääkinnällisten OEM-valmistajien perusodotus.
Teollisuuden koneet
Teollisuuslaitteiden rakennekannattimet, kotelopaneelit ja mekanismikomponentit antavat etusijalle kantavuuden ja mittojen vakauden pitkän käyttöiän aikana. Luja hiiliteräs ja rakenteelliset alumiiniseokset ovat tyypillisiä valintoja. Monissa tapauksissa hitsaus- tai niittaustoimenpiteet seuraavat leimaamista, joten tasaiset aihion mitat ja reunan laatu vaikuttavat suoraan loppupään liitoksen laatuun.
Työkalu: Investointi, joka määrittää pitkän aikavälin osakustannukset
Muotti (tai työkalu) on ensisijainen pääomasijoitus leimausprojektiin, ja työkalujen taloustieteen ymmärtäminen auttaa sinua tekemään parempia hankintapäätöksiä.
Yksinkertainen yksitoiminen meisti pienelle kannakkeelle voi maksaa 3 000–8 000 dollaria. Monen aseman progressiivinen suulake monimutkaiselle liitinkomponentille voi saavuttaa 50 000–150 000 dollaria tai enemmän, riippuen asemien lukumäärästä, materiaaleista ja vaadituista toleransseista. Nämä ennakkokustannukset kuitenkin poistetaan koko tuotantojakson aikana. Yli 50 000–100 000 osan määrällä leimaamalla saadaan tyypillisesti alhaisimmat kappalekohtaiset kustannukset kaikista metallinmuovausprosessista.
Tärkeimmät kysymykset toimittajaltasi työkaluista:
- Mikä on muotin nimellinen käyttöikä (iskujen määrä ennen isomman huollon tarvetta)?
- Kuka omistaa työkalut ja mitä sille tapahtuu, jos vaihdat toimittajaa?
- Mikä on työkalujen huoltoaikataulu ja kuka vastaa rutiiniteroituksesta?
- Voidaanko samaa suutinsarjaa muuttaa, jos suunnitteluasi muuttuu hieman, vai tarvitaanko uusi työkalu?
Toimittaja, jolla on omat muottien suunnittelu- ja huoltoominaisuudet – sen sijaan, että se ulkoistaisi työkaluja – tarjoaa yleensä nopeammat läpimenoajat ensimmäisille näytteille ja paremman hallinnan työkalujen laatuun ja pitkäikäisyyteen.
Laadunvalvonta laitteistoleimauksessa: miltä tiukka prosessi näyttää
Mittatarkkuus ei yksin määritä osan laatua. Vankka leimattujen laitteistoosien laadunvalvontajärjestelmä kattaa koko tuotantovirran:
- Saapuvan materiaalin tarkastus – Materiaalitodistusten tarkistaminen ja mekaanisten ominaisuuksien ja paksuuden näytteenotto ennen kelojen tuotantoa.
- Ensimmäinen artikkelitarkastus (FAI) – Ensimmäisen tuotantonäytteen koko mittaustarkistus suunnittelupiirustuksen perusteella ennen massatuotannon aloittamista.
- Prosessin sisäinen SPC (Statistic Process Control) – Osien näytteiden ottaminen määrätyin väliajoin tuotannon aikana ja kriittisten mittojen seuraaminen ohjauskartoissa, jotta saadaan kiinni ajelehtimisesta, ennen kuin se tuottaa viallisia osia.
- Koordinaattimittauskoneen (CMM) tarkastus – Tiukan toleranssin ominaisuuksien osalta CMM-mittaus eliminoi käyttäjän subjektiivisuuden ja tarjoaa dokumentoidut mittaraportit.
- Pinta- ja silmämääräinen tarkastus – Purseiden, halkeamien, naarmujen, pinnoitusvirheiden ja muiden pintavirheiden tarkastaminen määritellyissä valaistusolosuhteissa.
- Lähtevän laadunvalvonta (OQC) – Lopullinen AQL-pohjainen näytteenottotarkastus ennen toimitusta ja tarkastusraportit toimitetaan asiakkaalle.
Pidämme IATF 16949 -sertifikaatti ja käyttää Zeissin koordinaattimittauslaitteilla ja puoliautomaattisilla CMM:illä varustettua laatulaboratoriota. Säänneltyjen toimialojen asiakkaille voimme toimittaa täydelliset tarkastustiedot ja materiaalin jäljitettävyysasiakirjat jokaisen lähetyksen mukana.
Kuinka arvioida laitteiston leimausosien toimittaja
Oikean valmistajan valinta on yhtä tärkeää kuin oikean suunnittelun saaminen. Tässä on käytännön arviointikehys, joka perustuu kriteereihin, jotka itse asiassa ohjaavat pitkän aikavälin toimitusvarmuutta:
| Kriteeri | Mitä etsiä | Punaiset liput |
|---|---|---|
| Työkalukyky | Oma muotisuunnittelu- ja huoltotiimi | Kaikki työkalut ulkoistettu; rajoitettu DFM-tuki |
| Paina Laitteet | Vetoisuusalue (kattaa osan paksuuden); nykyaikaiset CNC-ohjatut puristimet | Vain yksi tai kaksi puristuskokoa; ikääntyviä laitteita ilman huoltokirjaa |
| Laatusertifikaatti | IATF 16949 (autoteollisuus), ISO 9001, ISO 13485 (lääketieteellinen) | Ei sertifikaattia tai sertifikaattia ei ole uusittu äskettäin |
| Tarkastuslaitteet | CMM, optiset vertailulaitteet, kovuusmittarit paikan päällä | Luota manuaalisiin mittareihin vain tarkkuusominaisuuksien osalta |
| Materiaali Breadth | Käsittelee sekä rauta- että ei-rautapitoisia materiaaleja talon sisällä | Erikoistunut vain yhteen materiaaliperheeseen; ei voi tukea tulevia suunnittelumuutoksia |
| Viestintä | Vastaa teknisiin kysymyksiin; ennakoivasti DFM-palautteen suhteen | Hidas vastaamaan; välttää sitoutumista mittatakuisiin |
Otamme mielellämme vastaan tehdasauditointeja ja opastamme mielellämme mahdolliset asiakkaat tuotantoprosessimme, työkaluhuoneemme ja laatulaboratoriomme läpi. Läpinäkyvyys kelpuutusvaiheessa on paras tapa rakentaa sellainen pitkäaikainen toimitussuhde, joka hyödyttää molempia osapuolia.
Ota kaikki irti leimausprojektistasi: Käytännön vinkkejä
Työskenneltyään asiakkaiden kanssa auto-, elektroniikka- ja lääketeollisuudessa yli 15 vuoden ajan, nämä käytännöt johtavat jatkuvasti parempiin tuloksiin:
- Jaa vuotuinen volyymiennuste aikaisin. Jopa likimääräinen luku (esim. 200 000 kappaletta/vuosi) määrittää, onko progressiivinen työkalu, siirtotyökalu tai yhdistelmätyökalu taloudellinen järkeä, ja se vaikuttaa suoraan työkaluinvestointiin, jota sinua pyydetään tekemään.
- Määritä vain toleranssit, jotka todella tarkastat. Jos saapuva tarkastus ei tarkista mittaa, ei ole mitään järkeä pitää toimittajaasi ±0,02 mm:n kohdalla – maksat vain tiukemmasta prosessista ilman hyötyä.
- Pyydä DFM-tarkastusta ennen työkalujen hyväksyntää. Pienet muutokset – säteen lisääminen terävään sisäkulmaan, reiän ja reunan välisen etäisyyden säätäminen tai taivutuksen helpotuksen muuttaminen – voivat vähentää merkittävästi työkalun kulumista ja parantaa osien yhtenäisyyttä ilman suunnitteluvirheitä.
- Yhdistä leimaustoimittajasi mahdollisuuksien mukaan. Laajan materiaalivalmiuden omaavan valmistajan käyttäminen merkitsee vähemmän pätevöitymisprosesseja, vähemmän hallittavia työkalutyylejä ja vahvempaa painovoimaa priorisoinnissa korkean kysynnän aikoina.
- Suunnittele pinnan viimeistely ennen työkalun leikkaamista. Jotkut viimeistelyprosessit (esim. raskas sinkitys) lisäävät mittakertymiä, jotka on otettava huomioon osan geometriassa alusta alkaen, ei jälkiasennettava jälkikäteen.
Miksi työskennellä erikoistuneen laitteistoleimausvalmistajan kanssa
Laitteistoleimaus näyttää ulkopuolelta petollisen yksinkertaiselta – puristin tulee alas, muoto tulee ulos. Käytännössä laadukkaaseen leimausoperaatioon kuuluu tarkka meistisuunnittelu, materiaalitieteellinen tietämys, prosessinohjauskuri ja nopea reagointi työkalujen kulumiseen. Ero keskinkertaisen toimittajan ja pätevän toimittajan välillä näkyy romumäärässäsi, kokoonpanolinjan sopivuustarkistuksissasi ja takuuvaatimuksissasi – ei vain kappalehinnassa.
Changzhou Dingjia Metal Technology Co., Ltd. on valmistanut tarkkuuslaitteiston leimausosia vuodesta 2010 lähtien toimien 6 900 m²:n tilat Wujinin alueella Changzhoussa 56 kokeneen teknikon tiimillä ja 24 lävistyskoneella, jotka pystyvät 500 tonnia kuukausittaista leimauskapasiteettia . Tuotantomme kattaa sekä rauta- että ei-rautapitoiset materiaalit, ja osamme palvelevat asiakkaita auto-, elektroniikka- ja lääketieteellisten koneiden alalla maailmanlaajuisesti.
Jos hankit laitteiston leimausosia ja haluat valmistajan, jolla on työkalusyvyys, laadukas infrastruktuuri ja materiaalivalikoima tukemaan tuotteesi koko elinkaarta, kutsumme sinut tutustumaan täydellinen valikoima laitteiston leimausosia tai ota yhteyttä suoraan keskustellaksesi projektisi vaatimuksista.











